



Redüktör seçimi yapılırken 3 önemli hususa dikkat etmek gerekir. Bunlar mekanik kontrol, termal kontrol ve redüktör mili üzerine gelebilecek radyal ve eksenel yük kontrolleridir.
Mekanik kontrolde ilk önce makinanın çalışma şartlarının belirlenmesi gerekir. Bunlar günlük çalışma süresi, saatteki start-stop sayısı ve makineden gelecek yükün hangi yük sınıfı içerisinde olduğunun belirlenmesidir. Günlük çalışma süresi ve start-stop sayısı makinanın çalışma şartlarından kolayca belirlenebilir. Yük sınıfı ise motor miline indirgenmiş toplam dış atalet momentinin, motor atalet momentine oranından elde edilen sayıya (Fi) göre belirlenir. Fi < 0,25 ise üniform yük sınıfı, 0,25 < Fi < 3,0 ise orta darbeli yük sınıfı ve 3,0 < Fi ise çalışmanın ağır darbeli yük sınıfında olduğu anlamına gelir.
Günlük çalışma süresini, saatteki start-stop sayısını ve yük sınıfını belirlendikten sonra aşağıdaki diyagram kullanılarak mekanik yönden gerekli servis faktörü değeri belirlenir.


Her redüktörün çalışması esnasında dişlilerde, rulmanlarda, keçelerdeki sürtünmelerden dolayı ve yağ çalkantılarından kayıplar meydana gelir. Bu kayıp enerjinin tamamı ısı enerjisine dönüşür. Redüktör gövdesi üzerinden ortama bu ısının bir miktarı atılır, geri kalan ısı enerjisi ise gövde üzerinden atılamadığı için redüktörün ısınmasına yol açar. Isı enerjisi belli bir değerin üzerinde olursa yağın aşırı (izin verilen çalışma sıcaklığının üzerinde) ısınmasına yol açar ve yağ karbonlaşarak yağlama görevini yerine getiremez hale gelir. Bundan dolayı redüktör üzerinde oluşacak ısının kontrol altında tutulması gerekir. Sonsuz redüktörler gibi sürtünme esaslı çalışan (düşük verimli) redüktörlerde, yüksek torklara sahip endüstri tipi redüktörlerde veya birim hacimde yüksek torklar taşıyabilen planet tipi redüktörlerde termal kontrollerin yapılması gerekir. Bu kontrolleri üretici firmaların kataloglarındaki termal yönden müsaade edilen motor güç değerlerine bakarak yapmak mümkündür. Kontrolde dikkat edilmesi gereken nokta bu değerlerin belli kabuller altında verilmiş olmasıdır. Örneğin ortamdaki çevre sıcaklığına, hava hızına, çalışma sürelerine bağlı olarak kataloglarda verilen termal güç değerlerinin düzeltme katsayılarıyla çarpılarak düzeltilmesi gerekir. Termal güç değerlerinin yeterli olmadığı durumlarda çalışma koşullarına göre verilecek ilave soğutucularla (fan, serpantin, eşanjör, radyatör vb.) termal güç değerlerini arttırmak mümkündür.
Redüktörlerin bağlantı şekillerine göre giriş veya çıkış millerinde radyal veya eksenel yük oluşabilir. Zincir dişli, düz dişli veya kayış-kasnak gibi bağlantı elemanları kullanıldığında oluşan radyal yük değerinin kontrol edilmesi gerekir.

Grafikte görüldüğü gibi oluşan radyal yük değerleri millerde çok yüksek sehimler meydana getirebilmektedir.
Bağlantı elemanın tipine göre radyal yük değeri hesaplanabilir. Hesaplanan değerin redüktör kataloglarında belirtilen izin verilen radyal yük değerlerinin altında olması gerekir. Kataloglarda verilen değerler belli kabuller altında verilmiştir. Örneğin Yılmaz Redüktör kataloglarında verilen değerler yükün mil ortasına en kötü açıda geleceği varsayılarak verilmiş değerlerdir. Bağlantı elemanı milin ortasına değil de kaçık bir şekilde bağlanmışsa kataloglarda verilen düzeltme katsayıları kullanılarak izin verilen radyal yük değeri düzeltilmeli ve daha sonra oluşan radyal yük değeri ile karşılaştırılmalıdır. Eğer istenen emniyet sağlanamazsa kuvvetlendirilmiş rulmanlı çözümler uygulanarak rulmanlar emniyetli hale getirilebilir.
Redüktörün bağlandığı makineden de yükler gelebilir. Örneğin bir plastik enjeksiyon makinesinin tahriki için kullanılacak redüktör miline yüksek bir eksenel yük gelir. Ekstruder tipi redüktörlerin kullanıldığı bu makinelerde oluşan eksenel yükü karşılamak için redüktör çıkış boğazında yüksek eksenel yükü karşılayabilen büte rulmanlar kullanılır. Makine üreticisi vidadaki oluşan basınç değerini sensörler vasıtasıyla ölçerse redüktör çıkış miline gelen eksenel yük kolayca hesaplanır ve ona göre emniyetli bir redüktör seçimi yapılabilir. Yılmaz Redüktör kataloglarında her bir ekstruder redüktör için çıkış devri ve istenen çalışma ömürlerine göre büte rulmanların taşıdığı eksenel yük değerleri verilmiştir.

Ayrıca karıştırıcılarda kullanılan redüktörlerde karıştırıcı kanadının profiline göre çıkış mili üzerine radyal ve eksenel yük de gelebilir. Bu yüklerin makine imalatçısı tarafından bildirilmesi durumunda yeterli emniyete sahip redüktör seçimi kolayca yapılabilir.
Zincir dişli kullanımlarında meydana gelen radyal yük değeri lineer değildir. Diş sayısının az olması durumunda çok yüksek darbeli yükler oluşabilir. DIN8195’de zincir dişli için önerilen en küçük diş sayısı 17’dir.

Yukarıdaki grafikten de görüldüğü gibi diş sayısı arttıkça daha lineer bir çalışma meydana geldiği için mümkün olan en büyük diş sayısının ve çapının seçilmesi tavsiye edilir. Ayrıca dikkat edilmesi gereken başka bir nokta da redüktörün bağlandığı şasenin çok rijit olması konusudur. Çalışma esnasında zincir baklaları dişli tepe noktasından geçerken yüksek bir gergi kuvveti oluşur. Gergi kuvveti eğer şaseyi esnetirse bakla atlayabilir. Bu esnada oluşan yükler nominal torkun 10 katına kadar ulaşabilir ve bu da gövdede kırılmalara dahi sebep olabilir. Gövde arızalarının çoğu bu sebepten meydana geldiği için dikkat edilmesi gereken önemli bir konudur.
Mekanik, termal ve yük kontrollerinden sonra dikkat edilmesi gereken başka bir nokta montaj pozisyonudur. Aksi belirtilmezse eğer redüktörün standart montaj pozisyonunda çalışacağı varsayılarak redüktör içerisine yağ konur. Redüktör etikette yazan montaj pozisyonunda değil de farklı bir montaj pozisyonunda kullanılırsa redüktör içerisindeki bazı hareketli parçalar (rulmanlar, dişliler gibi) yağ alamayabilir ve kısa sürede arıza yapabilirler. Bunun önüne geçmek için redüktör siparişi esnasında üretici firmaya redüktörün montaj pozisyonunu söylemek gerekir. Üretici firma montaj pozisyonuna göre yağ seviyesi yükselterek veya ilave tedbirler alarak redüktörün problemsiz çalışmasını sağlar.
Tüm bu kontrolleri yaptıktan sonra seçtiğimiz redüktör kullanım koşullarımıza uygun hale gelir.

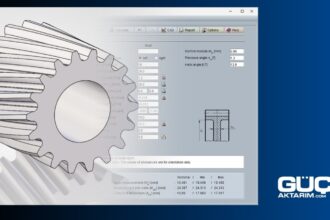
Yılmaz Redüktör kullandığı yazılımlar ile dişli basmalarını simule ederek gerçek çalışma şartlarındaki efektif çalışma yüzeylerine ulaşabilmektedir. Böylece teorik hesapların gerçek çalışma şartlarına göre optimizasyonu sağlanmaktadır.
Redüktör kullanırken en yüksek verimi almak için dikkat edilmesi gereken etmenler nelerdir?
Bir redüktörün sorunsuz ve verimli çalışması için ilk önce seçiminin doğru yapılması gerekir. Redüktör seçimi yapılırken kullanım şartlarına göre bahsedilen kontroller tek tek yapılmalıdır ve montaj pozisyonu belirtilmelidir. Redüktör devreye alındıktan sonra kullanım şartlarında olabilecek değişikliklerde üretici firmaya bilgi verilip onay alınmalıdır. Özel çalışma koşullarında (aşırı sıcak veya soğuk ortamlarda, aşındırıcı malzeme bulunan ortamlarda, nem oranı yüksek yerlerde vb.) ilave tedbirler almak gerektiğinden redüktör firmasına bu bilgiler seçim aşamasında bildirilmelidir.
Redüktör kullanımında en çok yapılan hatalardan bir tanesi motorsuz redüktörlerde seçim esnasında giriş tarafında kayış-kasnak ile belli bir oranda devrin düşürülmesine rağmen giriş devrinin motor devri gibi kabul edilmesidir. Bu şekilde yapılan seçimlerde emniyetli gibi görünen redüktör aslında kayış-kasnak oranı kadar emniyetsiz hale gelir. Bunun nedeni giriş torkunun oran kadar artmasıdır. Seçim yapılırken kayış-kasnak oranından sonra redüktörün giriş milindeki devire göre (motor devrine göre değil) seçim yapılması gerekir. Bunun yanında kayış-kasnak kullanıldığı için radyal yük kontrolü de yapmak gerekir. Ayrıca redüktör devreye alındıktan belli bir süre sonra çıkış devrini düşürmek için girişteki kayış-kasnak veya zincir dişli gibi elemanların oranlarında değişiklik yapılması da yapılan hatalardan bir tanesidir. Bu tür yapılan değişikliklerde redüktör firmasından onay alınmalıdır.
Sürücü olan sistemlerde devir ayarını belli frekans aralığında yapmak mümkündür. Bu aralıkta tork sabit olduğu için redüktöre herhangi bir zararı yoktur. Sadece çıkabilen maksimum devrin redüktörün izin verilen maksimum giriş devrinden yüksek olmadığı kontrol edilmelidir. Frekans değerlerini izin verilen aralık dışında değiştirmenin tork kaybına neden olacağı göz önüne alınmalıdır. Ayrıca düşük frekanslarda uzun süreli çalışmalarda motor fanı sürekli düşük devirde döndüğünden motoru soğutmak için yeterli hava debisi sağlanamamaktadır. Bu tür çalışmalarda soğutma gücünün motor devrine bağlı olmasını engellemek için motor arkası cebri fan uygulaması yapılabilir. Böylece motor devri değişse bile cebri fan sürekli aynı devir döndüğü için soğutma gücü azalmayacaktır.
Bunların dışında çıkış milinde ilave yataklama yapılması gerekiyorsa bunun oynak masuralı bir rulmanla yapılması gerekir. Aksi halde fazla bağlı bir yataklama meydana gelir ve bu da rulmanlarda, milde veya bağlantı elemanlarında arızalara neden olabilir. Makine ve redüktör mili bağlantılarında rijit bağlantı elemanları kullanılmamasına dikkat edilmelidir. Elastik kaplin gibi millerin arasındaki eksenel kaçıklıkları karşılayacak bağlantı elemanları kullanılmalıdır.
Redüktörleri sadece bakım amaçlı söküp takmak çalışma ömürlerinde azalmalara neden olacağı için bu işlemler üretici firmanın bilgisi dâhilinde olmalıdır. Redüktörlerin daha uzun ömürlü ve verimli bir şekilde çalıştırmak için devreye alınmadan önce redüktörlerin yanında gönderilen kullanım kılavuzları dikkatlice okunmalıdır.
Redüktör teknolojilerindeki en yeni gelişmeler hangileridir?
Birim hacimde yüksek tork prensibine paralel olarak yeni imalat yöntemleri ile beraber daha kompakt yapılardaki redüktörlerin üretimine geçilmiştir.

Dişli hesaplama normlarında son yıllarda çeşitli revizyonlar yapıldı.
İmalat teknolojilerindeki ilerlemeler sayesinde rulman üreticileri rulman dinamik yük katsayılarında kayda değer artışları yakaladılar. Böylece rulman ömürlerinin kritik olduğu bazı çalışma şartlarında daha yüksek tork değerlerine ulaşılabildi.
Dünyada lider olan keçe üreticilerin hazır çözümleri sayesinde agresif ortamlarda karşılaşılan yağ kaçaklarının ve buna bağlı oluşan redüktör arızalarının önüne geçilmiş oldu.

Kompakt yapıları sayesinde redüktör pazarında ön plana çıkan planet redüktörlerin Türkiye’de ilk defa seri olarak üretimine Yılmaz Redüktör kalitesi altında başlandı. Birçok montaj, yağlama ve soğutma opsiyonlarına sahip planet redüktörler ilk etapta 50.000Nm tork değerlerine kadar pazardaki yerini almıştır.
Genel redüktör tiplerinin yanında uygulama alanlarına özgü redüktör tasarımları yaygınlaşmaya başladı.
Sektörde karşılaşılan başlıca sorunlar nelerdir?
Sektördeki en büyük sorunlardan bir tanesi bilinçsiz redüktör seçimi ve kullanımıdır.
İstenen motor gücü ve çıkış devrine göre aynı redüktör modelinde 3 farklı gövde büyüklüğünü katalogda görebilirsiniz. Bu katalogda verilen 3 redüktöründe bu motor gücü ve devrinde sorunsuz çalışacağı anlamına gelmemektedir. Hangi redüktörün sizin makinanız için uygun olduğuna makinanızın çalışma şartlarına göre ihtiyaç olunan servis faktörü değerinin belirlenmesinden sonra karar verilebilir. Bir redüktörün servis faktörü makine ile redüktör arasındaki uyumu ifade eder. Örneğin çalışma şartlarınıza göre 1,5 servis faktörlü bir redüktöre ihtiyacınız varken 1,0 servis faktörlü redüktör seçmeniz redüktörün öngörülen çalışma süresini tamamlayamayacağı anlamına gelirken 2,0 servis faktörlü redüktör seçimi ise gereksiz yere büyük bir redüktör seçtiğiniz için makine maliyetlerini arttıracaktır.
Redüktör ile ilgili yaşanan problemlerde redüktör firması ile irtibata geçmek yerine makinacının direkt müdahalede bulunması da karşılaşılan sorunlardan biridir. Çünkü redüktör firmasından habersiz yapılan işlemler sorunu çözmemekte birlikte problemin daha da büyümesine neden olmaktadır.
Ayrıca daha önce bahsettiğimiz konulardan montaj pozisyonunun yanlış bildirilmesi veya habersiz yapılan montaj pozisyonu değişiklikleri redüktörlerde geri dönüşü olmayan hasarlara yol açabilmektedir. Bu yüzden redüktörün etikette yazan montaj pozisyonunun dışında farklı bir montaj pozisyonda kullanılması durumunda redüktör firmasına danışılmalıdır. Redüktör firması, redüktör içindeki tüm hareketli parçaların yağ içinde çalışmasını sağlayacak şekilde yağ miktarında değişiklik yaparak veya ilave yağlama çözümleri kullanılarak redüktörün emniyetli bir şekilde çalışmasını sağlayacaktır.
Yılmaz Redüktör’ün üst düzey çözümleri için MEG Endüstri ile irtibata geçebilir, dilerseniz megendustri.com.tr web sitesini ziyaret edebilir ya da info@megendüstri.com.tr adresine e-posta iletebilirsiniz.
![]()
Bu ürün için size geri dönüş yapalım
Teknik detay, fiyat bilgisi veya teklif talebiniz için formu doldurun. Talebiniz doğrudan ilgili ekibe iletilir.


















