





Geçen sayıda ilk bölümünü yayınladığımız makalemize devam ediyoruz.
Adhesiv aşınma
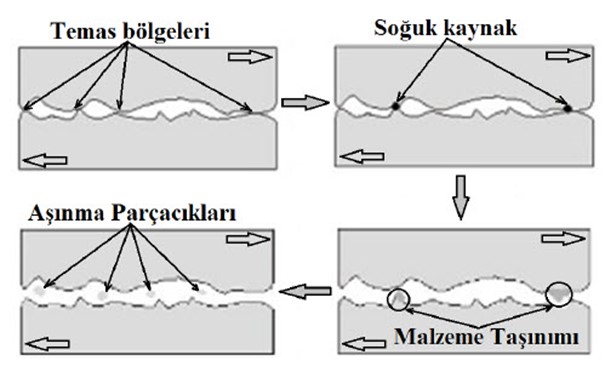
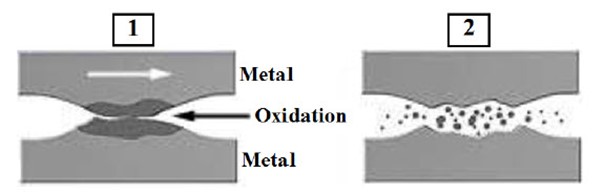
Temas halindeki yüzeyler biri birleriyle pürüzlü noktalarda etkileşirler. Metal ağırlığı veya herhangi bir dış kuvvet, temasta olan çok küçük pürüz tepelerine çok yüksek basınç olarak etkir. Bu basınç, pürüzlerin akma sınırını aşınca, plastik deformasyona, pürüzlerin biri birlerini çizmesine, yarmasına ve biri birlerine sıvanıp kaynak yapmalarına neden olur. Pürüzlerin deformasyonu sonucu, mikro adhezyon hızla temas yüzeyi boyunca yayılır. Sonuçta yüzeyde absorbe edilmiş sıvı veya gaz molekülleri ve oksit tabakaları parçalanır. Malzeme molekülleri direkt temasa geçer. Neticede, temas noktalarında mikro soğuk kaynak bağları meydana gelir.


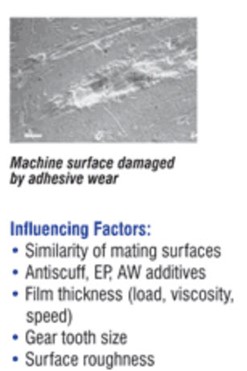
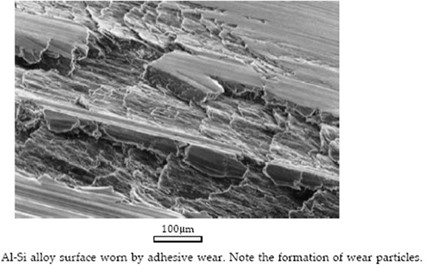
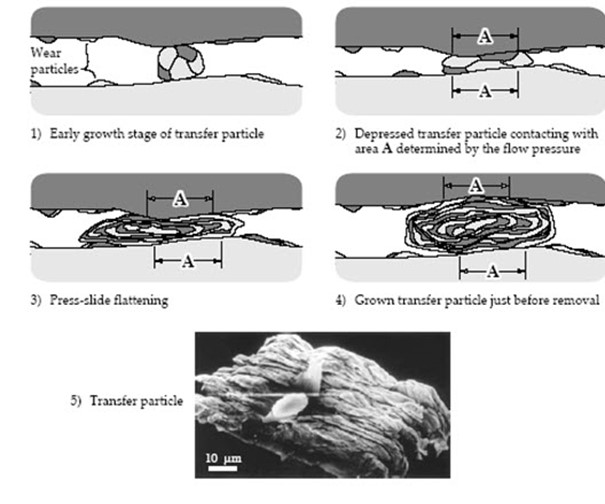
Özellikle çelik ve plastik gibi sünek malzemelerde, böyle bir temas sonucu, diffüzyon veya tane büyümesi ile çok güçlü adhezyon oluşur. Bağıl hareketin devamı halinde, bağlar kırılarak malzeme kaybına neden olur. Eğer adhezyon bağ mukavemeti, pürüz mukavemetinden daha düşükse, pürüz temas noktalarından kopar ve hiçbir malzeme kaybına neden olmaz. Eğer aksi olursa, yani adhezyon bağın mukavemeti, pürüz mukavemetinden büyük olursa, bu durumda pürüz kopar ve malzeme kaybına neden olur. Kırılan parçalar ara yüzeyde serbest kalacağı gibi, metallerden birine bağlı kalarak taşınabilirler. Parçacığın bir yüzeyden diğer yüzeye taşınmasına metal transferi adı verilir.

Adhezyon aşınması, kolay alaşım yapabilen benzer malzemelerde görülür. Bu aşınma, izafi hıza ve normal kuvvete bağlıdır. Temiz yüzeylerde adhezyon aşınması, kısmen daha düşük hızlarda meydana gelir. Aşınmanın, sürtünme mesafesi ve uygulanan kuvvetle doğru, aşınan malzeme hacmi ve malzemenin sertliği ile ters orantılı olduğu belirtilmektedir.
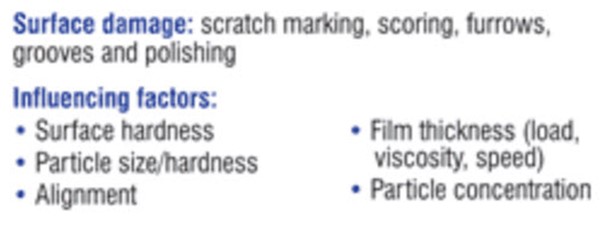
Uygulanan kuvvet ve hareketin etkisiyle sürtünen iki cisimden daha sert olan cismin pürüzleri ile diğer cismin yüzeyini çizerek, mikro talaş kaldırması olayıdır. Bu tür aşınma iki şekilde meydana gelir. Sürtünen iki cisimden daha sert olanın yüzeyindeki pürüzler ile daha yumuşak olan malzeme yüzeyini çizerek tahrip etmesi şeklindeki aşınmaya İki cisimli abrasiv aşınma denir. Sürtünen yüzeyler arasında yuvarlanan sert tanecikler yüzeyleri çizerek tahrip etmesi şeklindeki aşınmaya da, üç cisimli abrasiv aşınma denir.
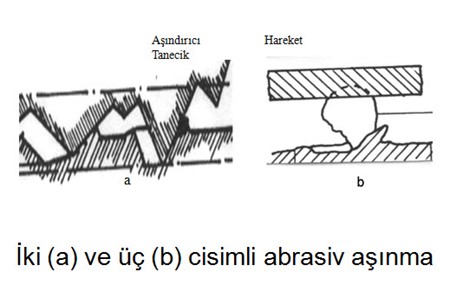
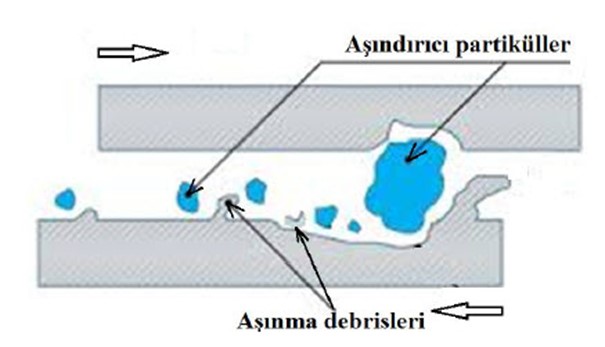
Genellikle aşınma, metal-metal sürtünmesinde abrasiv veya adhesiv olarak başlar, araya giren toz mineral tanelerinin meydana getirdiği çizik oluşan mikro talaşla veya parçalanmış oksit parçacıkları ile üç cisimli abrasiv aşınma şeklinde devam eder. Aşındırıcı taneler yüzeyleri iki şekilde aşındırmaktadır. Bunlar;
- Sert taneciğin yüzey üzerine sürtünerek metal kaldırmadan plastik deformasyon meydana getirerek yüzeyi çizmesi,
- Sert taneciğin daha yumuşak yüzeydeki tanecikleri parçalayarak yüzeyden mikro talaşların ayrılmasına sebep olması şeklindedir.
Abrasiv aşınma olabilmesi için, temasta olan yüzeylerin pürüzlü ve birinin diğerinden daha sert olması gerekir.
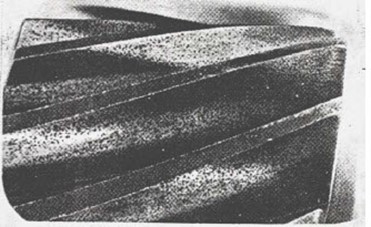
Abrasif aşınma yabancı maddelerin sistemi yada yağlama yağını kirletmesiyle oluşur. Bunlardan en geneli aşınan partiküllerin yağda kalması ve bu sefer abrasif etki yaparak ana metali aşındırmasıdır.
Bitirme işlemi (finishing) yapılmamış ya da düşük kalitede yapılmış sert bir malzemenin çalıştırılmasında oluşur. Buna örnek olarak taşlanmadan sertleştirilmiş malzemeler verilebilir. Yağlama yağı da yeterli sıklıkta değiştirilmezse dişli profilinde kayma doğrultusunda oluklar şeklinde aşınma gözlenir.
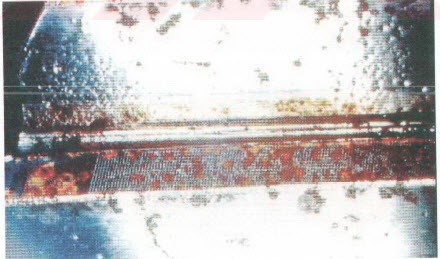
Kimyasal Korozyon ve korozif aşınmanın temel sebebi yağlama yağının kirlenmesidir. Su, tuz, solventler, yağ temizleyiciler yağın kirlenmesine ve korozif aşınmaya sebep olur. Yağın sıcaklığının her çalıştırmada oda sıcaklığından çalışma sıcaklığına değişmesi yağ içindeki su miktarını arttırır. Paslanma olayı genel olarak bu yolla oluşur. Bir başka durum ise, kimyasal tesislerde çalışan dişlilerin kimyasal maddelerden yayılan buhar ve parçacıkların ana metalle reaksiyonu sonucu oluşan korozyondur.
(Makalenin devamını gelecek sayımızda okuyabilirsiniz.)
Bu ürün için size geri dönüş yapalım
Teknik detay, fiyat bilgisi veya teklif talebiniz için formu doldurun. Talebiniz doğrudan ilgili ekibe iletilir.


















