





Kayış kullanılarak yapılmak istenen güç aktarım uygulamalarında eğer eşzamanlı bir iletim gerekli ise zaman kayışı kullanılması gerekmektedir. Zaman kayışları ise kauçuk ve poliüretan olarak iki ana gruba ayrılır. Her iki malzeme türünün avantaj ve dezavantajları söz konusudur. Malzeme özelliğinden kaynaklı poliüretan kayışların özellikleri şunlardır:
- Yüksek aşınma direnci
- Yağa, grese, agresif kimyasallara karşı yüksek dayanımlı
- Gıda uygunluğu için FDA onayı
- Renk vermeme
- Termoplastik özellikten kaynaklı kaynak yapabilme özelliği (birleştirme amaçlı)
- Yüksek diş kesme mukavemeti dayanımı
- -300 ile +800C sıcaklık aralığında çalışma özelliği
- İhtiyaç duyulduğu takdirde aramid kord ile birlikte elektrik yalıtımı
- Ozon ve UV’e karşı yüksek direnç
Temelde bu özelliklerin yanı sıra üretici firmaların üretim teknolojilerinden ve bilgisinden kaynaklı olarak ürünsel bazda birçok avantaj da ortaya çıkabilmektedir. Bunlar ise,
- Yüksek esneme özelliğinden kaynaklı yüksek çevrim oranlarında hız iletimi
- Düşük gerginlik seviyelerinden kaynaklı verimli rulman ölçülendirilmesi
- Birden fazla kasnak sistemiyle çift taraflı diş profili kullanarak senkron bir çalışma sağlamak şeklinde örneklendirilebilir.
Poliüretan zaman kayışlarının üretim prosesi ise ürünsel bazlı olarak farklılık göstermektedir. Temelde üretim yöntemi (a) kalıba döküm, (b) ekstrüzyon yöntemi ve opsiyonel olarak istenilen uzunluğa göre (c) kaynakla birleştirme şeklindedir. Şekil 1’de bu üretim yöntemleri gösterilmektedir.

Şekil 1. Poliüretan zaman kayışı üretim yöntemleri
Kalıp üretimi kullanılarak imal edilen zaman kayışlarının uzunlukları ve sleeve olarak isimlendirilen bütün kayışın genişliği, kalıbın ölçülerine bağlıdır. Dolayısıyla her bir diş profili ve kayış uzunluğu için kalıp olması gereklidir.
Ekstrüzyon yöntemi ile kayış, bir bütün (sonsuz ya da eksik) olarak üretilir. 1100 mm’den 22.000 mm’ye kadar uzunlukluklarda; 100 mm, 115 mm ve 150 mm genişliklere kadar üretim söz konusudur. Bu üretim sisteminde S+Z tipi kord dizilimi ile kayışların lineer olarak çalışması sağlanmaktadır. Gerekli olduğu takdirde kayışın üzerine gerekli ataçmanlar da kaynakla birleştirilirek özel amaçlı ürünler de üretilebilmekte veya kaplamalar yapılabilmektedir. Özellikle gıda fabrikalarında, ürünler ile birebir temaslı olarak çalışan sistemlerde gıdaya uygunluk için gerekli olan FDA (Food and Drug Administration) istenebilmektedir.
Açık uçlu (linear) kayışlar ise yine ekstrüzyon yöntemi ile, 92 Shore A sertlikteki termoplastik poliüretan malzeme olarak rulolar halinde farklı özelliklerde ürünler üretilebilmektedir (Şekil 2).

Alpha V diye isimlendirdiğimiz ürün grubu, Şekil 1c’de gösterildiği gibi açık uçlu kayışlardan istenilen uzunlukta kesilip sonsuz olarak birleştirilmesidir. Birleştirme yöntemi ise, diş tipine göre kalıba koyulup kesilen kayış, basınç ve sıcaklıkla birleştirilip sonsuz olarak elde edilir. Bu şekilde birleştirilmiş kayış, sonsuz olarak üretilmiş olan kayışa göre veya açık uçlu (Alpha Linear) bir kayışa göre %50 oranında daha düşük bir kopma mukavemetine sahiptir. Bunun sebebi ise birleştirme sırasında termoplastik malzeme birleşir; ancak içindeki teller birleşmemektedir.
Kayışların diş kısmında kullanılabilen (PAZ) polyamid bez, zaman kayışı ve kasnak arasındaki sürtünmeden kaynaklı aşınma etkisini azaltır, malzemenin ömrünü artırır. Daha yumuşak bir çalışma ile ses miktarının azalmasına da katkı sağlamaktadır.
Kayışın üst kısmında kullanılan (PAR) polyamid bez ise, kayış ile üzerinde transferi sağlanan orta ve yüksek ağırlıktaki malzemelerde, sürtünmeden kaynaklı aşınma etkisini azaltır (Şekil 3).
Kayışların iç yapısını incelediğimizde ise poliüretan kayışların güçlendirilmiş tipleri ve daha ufak kasnaklarda kullanmak için geliştirilmiş tipleri mevcuttur (Şekil 4). İç yapısındaki gerek sargı adetleri gerekse teller farklılaştırılarak bu özelliklere sahip ürünler elde edilebilir.

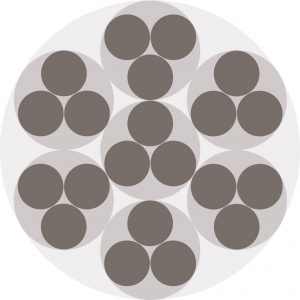
Şekil 4: AT10 profil içindeki 0.9 mm kord dizilimi
(a) standart dizayn
(b) yüksek elastikliğe sahip güçlendirilmiş yapı
Günümüzde Endüstri 4.0 bünyesinde yapılan çalışmalar artan otomasyon ile poziyonlamanın önemi hızla artmaktadır. Kopmaları ve mühendislik hata oranlarını azalabilmek için teknik altyapısı olan firmalar daha çok değer kazanacak, mühendislik ve kalite daha ön planda olacaktır. Tasarımlarınızda poliüretan kayışlar hakkında teknik verilere ihtiyaç duymanız halinde bütün detaylar aşağıdaki datasheetlerden elde edilebilir. (https://www.optibelt.com/en/material-handling/service/sheet-selector.html)
Şekil 5’de ifade edildiği gibi, farklı genişliklerdeki bir kayışın kopma kuvveti, akma kuvveti, kayışın ağırlığı, kullanılması gereken minimum kasnak diş sayıları ve gergi kasnak ölçüleri hakkında bilgiler içermektedir.

Poliüretan zaman kayışlarında yoğun olarak kullanılan 27 adet standart profil mevcuttur. Tablo 1’de gösterilen bu profillerinin her birinin kullanılmasında farklı bir amaç söz konusudur.
| Standart Diş Profilleri | ||||||||
MXL | XL | L | H | XH | T2.5 | T5 | T10 | T20 |
| AT5 | AT10 | AT20 | 8 | 5M | 8M | 14M | F tipleri | ATL |
| DT5 | DT10 | DT20 | T5K6 | T10K6 | T10K13 | AT5K6 | AT10K6 | AT10K3 |
Tablo 1: Standart Poliüretan Zaman Kayışı Profilleri
İlk zaman kayışları, eşzamanlı bir çalışma sağlamak için trapez şeklindeydi. Bu trapez yapı kasnağın düz diş yapısıyla birlikte yük altında lineer çalışmalar için uygundu. Bu yapı küçük bir temas alanı olan HTD profiller için geçerli değildir. HTD profiller (5M, 8M, 14M) özellikle güç aktarım ve lineer çalışmada azaltılmış ses seviyesi için avantaj sunarlar.
Günümüzde T Profiller yaygın olarak kullanılan profil tipleridir. Düşük yüklerde çalışma için uygundur. Boşluklu yapısı ve yük altında elastikiyeti, AT profile göre yüksektir. Esnekliğinin fazla olmasından kaynaklı olarak daha ufak kasnaklarda çalışabilirler. Çift tarafı dişli tipleri de mevcuttur.
AT profiller ise T profillerin geliştirilmiş versiyonlardır. Bu versiyon, zaman kayış diş yapısının genişliğine ve dolayısıyla en yüksek diş kesme direncine sahip olmasını sağlar. Diş yapısı genişliği yük altında, kasnağın dişine düşen basıncı da azaltır. Ek olarak, AT profilinin düşük diş deformasyonu nedeniyle, lineer çalışmada nispeten güçlü kordlar ve nispeten düşük geri tepme ile yük altında yüksek konumlandırma hassaslıkları sunarlar.
Doğrusal teknolojide daha doğru bir konumlandırma için daha esnek ve güçlendirilmiş kordlar ile elde edilen ATL profil mevcuttur. Bu profil yapısı, AT profilli kasnaklarda kullanıma uygundur.
HTD (High Torque Drive) profili, trapez dişe göre daha düzgün bir çalışma sağlayan yuvarlak kavisli bir profildir ve daha büyük diş yüksekliği nedeniyle kasnağın dişleri üzerinden yüksek bir atlama koruması özelliğine sahiptir.
Günümüzün yeni tasarımlarında güçlü tahrikler için ortam koşullarına uygun bir çalışma sağlamak için geliştirilmiştir. Çift taraflı diş profil seçenekleri de mevcuttur.
Taşıma uygulamalarında, HTD profildeki yuvarlak diş şekli çok küçük temas alanı nedeniyle, temas noktasında yüksek bir yüzey basıncı oluşturur. Bu yüzden yüksek taşıma yüküne sahip konveyör tahrikleri için HTD profil olumsuz aşınma davranışından dolayı önerilmez.
Yapısında birçok mühendislik detayı bulunan kayışlarla ilgili daha detaylı bilgilere ulaşmak isterseniz Optibelt Türkiye ekibi ile iletişime geçmeniz yeterlidir.

Optibelt Türkiye
Bu ürün için size geri dönüş yapalım
Teknik detay, fiyat bilgisi veya teklif talebiniz için formu doldurun. Talebiniz doğrudan ilgili ekibe iletilir.


















