



Yalın işleme süreçleri göz önünde bulundurulduğunda, üretim endüstrisinin belirli bir sürede belirli bir maliyette doğru bir şekilde bitmiş iş parçaları üretmek için süregelen arayışı yolun sonuna gelmiştir. Çığır açan bir işleme çözümü ortaya çıkmadıkça, yalnızca talaş kaldırma oranlarını artırmaya odaklanmış geleneksel yaklaşımlar, en iyi ihtimalle artırılmış çıktının birkaç puan yüzdesine ulaşacaklardır.
Gelecekte yapılacak metal işleme üretkenliği, kalitesi ve güvenilirliğindeki önemli iyileştirmeler, gücünü veri kullanımından alan dördüncü üretim teknolojisi devriminden gelecektir. Yeni geliştirmeler, uzun bir evrimin en son aşamasını temsil etmektedir. İlk üretim devrimi; ev tabanlı el ile işleme etkinliklerinden üretim makinelerine güç sağlayan merkezi enerji kaynaklarına sahip fabrikalardaki üretime olan hareketi kapsar. Mekanik miller ve kayışlar, su çarklarından ya da buhardan gelen gücü bir fabrikanın makinelerine dağıtmışlardır. Bunu, daha uygun ve verimli elektrik enerjisinin kullanımı izlemiştir.

İlk fabrikalar, ürünleri tek tek imal ettiler. İkinci devrimde çıktı, tek iş parçasından seri üretime dönüştü. Montaj ve aktarma hatları ve otomasyon gibi entegre sistemlerin gelişimi, birbiriyle aynı parçaların yüksek hacimlerde üretimini kolaylaştırdı. Artırılmış hassasiyet ve esneklik sağlayarak ve daha düşük hacimli, daha yüksek parça çeşitliliğine sahip üretim senaryolarını kolaylaştırarak, sayısal makine kontrolü ve sonraki bilgisayar tabanlı kontrol ve otomasyonun uygulanması ile üretim teknolojisindeki üçüncü devrim ortaya çıktı.
Artık üretim; günümüz veri toplama, depolama ve paylaşma teknolojilerini üretim sürecine entegre eden, Avrupa’da Endüstri 4.0 olarak bahsedilen, dördüncü devrimin ortasındadır. Ağa bağlı siber fiziksel sistemler, devam eden çalışmaları analiz eder, verileri toplayıp karşılaştırır ve kurulu işleme modelleri ile karşılaştırmak için verileri, merkezi bir sunucu ya da buluta yönlendirir. Sistemler, işleme süreçlerini en iyi duruma getiren parametre ayarlamalarını yönlendirmek için sonuçları kullanır.
Erken izleme ve kontrol sistemleri
Uzun bir süredir veri yönlendirmeli üretim kavramından bahsedilmektedir. 1980’lerde, metal işleme konusunda araştırma yapanlar, kesme koşullarını ölçmesi, süreç standartlarını ayarlamak için verileri karşılaştırması, sonra da çalışmaları kararlı hale getirmesi ve öngörülmeyen işleme olaylarının ortaya çıkmasını en aza indirmesi amaçlanan adaptif takım izleme ve kontrol sistemleri oluşturmaya çalıştılar.

Sistemlerde; kesme kuvvetleri, güç, tork, sıcaklıklar, yüzey pürüzlülüğü ve akustik emisyonlar gibi süreç etkenlerini ölçmek için sensörler ve problar kullanıldı. Ne yazık ki o zamanlardaki sensör teknolojisi, konu gerekli hız ve hassasiyetin tam etkili olması ile ilgili olduğunda yetersizdi ve bilgisayarlar, büyük miktarda veriyi gerçek zamanlı bir şekilde işlemek için gereken işleme hızına ve belleğe sahip değildi.
Ek olarak, gelişmiş veri toplama ve yönetim teknolojisi oldukça pahalıydı. Bu eksiklikler, süreç içinde parametre ayarlamasını neredeyse imkansızlaştırdı. Sonuç, ikili ya da siyah-beyaz türünde bir durumdu. Toplanan veri ayarlanmış maksimum değerleri aşmışsa işleme süreci sadece durdurulur. Maksimum değerler, kesme süreçlerine ilişkin yeterli bilgi ve sezgiye sahip olunmadan ayarlanmıştı.
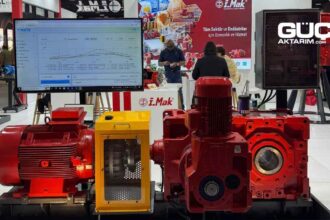
Yeteri kadar gelişmiş veri işleme teknolojisinin eksik olmasının yanında gözden kaçan şey, işleme sürecindeki sıcaklık, kuvvetler, yükler gibi çeşitli fiziksel olayların statik koşullar değil de sürekli değişen dinamik koşullar olduğuna ilişkin ana kavramdı. Bu durumu resimle ifade etmek gerekirse (Şekil 1.1/1.2), belirli bir çalışma sırasındaki kesme kuvvetleri ortalama olarak 1000 Nm’dir. Ancak sürenin yaklaşık %50’sinde bu kuvvetler, 1000 Nm üzerindedir ve kalan sürede de bu seviyenin altındadır. Sistemin durma seviyesi 1000 Nm olarak ayarlanırsa süreç, kuvvetlerin çok yüksek görünmesi nedeniyle durur. (Grafiklerin ölçümleri; kuvvetlerin nasıl hızlı bir şekilde değiştiğini gösterecek şekilde sekiz milisaniyelik bir süre boyunca yapılmış olarak gösterdiğine dikkat edin. 1980’lerde bu hızda bir veri işleme yoktu.) Artık neredeyse 40 yıl sonra sensör ve bilgisayar teknolojisi; çok daha hassas, hızlı ve ucuzdur.

Üretim süreci araştırması, kırk yıl daha deneyimli bir durumdadır ve sürecin önemli etkenlerine dair daha fazla fikir sağlar. Etkenleri toplama ve bağlama Farklı süreç etkenlerinin rolünü anlamak önemlidir. Aslında işleme operasyonlarını etkileyen 80’den fazla ölçülebilir etken vardır. Tüm bu etkenlerin toplanması, bağlanması ve etkileşimli olması kritik önem taşır. Bir etkenin ne olduğu bilinmiyorsa beklenmedik ve kontrol edilemeyen etkiler ortaya çıkabilir. Toplama ve analiz işleminden sonra verilere, her etkenin süreç üzerindeki etkisine ilişkin olarak öncelik verilmek zorundadır.
İşlemenin çok belirgin etkileri olduğu açıktır. Metal kesme işleminde çok sayıda üretim gereci birlikte çalışır: Tezgah, CAM sistemi, kesme takımları, sabitleme ve bağlama fikstürleri ve soğutma sıvısı ve Endüstri 4.0’da; sensörler ve veri alma ve aktarma sistemleri (şekil 2). Metal kesme işleminin kalbinde, kesici takımların iş parçası ile etkileşimi yatar. Ancak geleneksel yaklaşımda çoğunlukla en son dikkate alınan kesici takımlardır. Bir iş parçasının üretimi planlanırken kullanıcılar genellikle önce tezgah, sonra sabitlemeyi, soğutma sistemini ve diğer ekipmanı ve son olarak da kesici takımı seçerler. Bu da kesici takımın, diğer süreç etkenlerinin daha az optimum olan seçeneklerini telafi etmek zorunda kaldığı bir duruma yol açar. Örneğin seçilen tezgah biraz zayıf ise daha düşük kesme kuvvetleri oluşturan bir kesici takımın, bu zayıflığı dengelemesi gerekebilir. Ancak bu takım, konu işlenen belirli iş parçası malzemesindeki üretkenliği en üst düzeye çıkarmaya geldiğinde yetersiz kalabilir. 
Bu durumda kesici takımı en son seçmenin nihai etkisi, tam potansiyelinin bir hayli altında çalışan, vasat bir üretim sistemidir. Neyse ki üretim sektöründeki birçok kişi, artık tersine çalışmanın daha uygun olduğunun farkına varmıştır. Atölyelerin, nihai ürünün şeklini ve özelliklerini, iş parçası malzemesini ve gereken kalite seviyesini dikkate alarak, önce kesici takımı seçmesi gerekir. Belirli malzemelerden üretilmiş ve belirli geometriye sahip kesici takımın en fazla üretkenliği sağlaması ve sürecin belirli gereksinimlerini karşılaması gerekir. Sonra da diğer süreç etkenlerinin seçimi, kesici takımın tam kapasitesinde çalışacağı bir ortam oluşturmaya yönelik yapılabilir. Dengeli operasyonlar Bir atölye, işleme sürecinin etkenlerini seçtikten sonra etkenlerin etkileşiminin, hem maksimum üretkenlik hem de minimum maliyeti sağlayacak şekilde dengelenmesi gerekir. Ayrıca imalat çıktısı ve masrafına dahil olan sürekli üretim sorunları da olacaktır (Şekil 3).
Belirgin süreç etkenleri, takım ve işleme maliyetleri ile birlikte takım performansını da içerir. O kadar belirgin olmayan maliyetler, düşük kaliteli ya da reddedilmiş parçalar üreten güvenilmez işleme süreçlerinin neden olduğu maliyetleri içerir, kalanlar da öngörülmeyen boşa zaman süresinin artışına katkıda bulunurlar. Programlama ve bakım gibi planlanmış etkinlikler işleme dışındaki sürenin bir parçası olmasına rağmen, operatör hataları, takım kırılmaları, hasar görmüş iş parçaları ve sistem sorunları gibi diğer etkenler, gereksiz yere süreç süresini ve masrafı artırır. Kesici takımlar, iş parçası malzemesi ve süreç anormalliklerinin neden olduğu gibi, kayıp sürenin küçük bir yüzdesini temsil eder. Personel ve sistemler tarafından neden olunan süre kaybının etkileri daha büyüktür. Endüstri 4.0; dijital veri yakalamayı, İnternet ve bulut tabanlı depolamayı öne çıkartır ama bu bileşenler, yalnızca çözümün parçasıdır. Sonuçta, toplanan verilerin analiz edilmesi ve söz konusu süreci tanımlayan fiziksel bir model ya da haritanın oluşturulması gerekir. Siber fiziksel sistemlerde toplanan veriler harita ile karşılaştırılır ve sistem, istenen sonuçları
üretecek süreç değişikliklerini yürütmek üzere geri bildirim oluşturur.
Süreç kontrolü yalnızca bir insan tarafından gerçekleştirilmez, aynı zamanda anlık olarak, gerçek zamanda modele karşı verileri analiz eden ve karşılaştıran bilgisayar tarafından gerçekleştirilir. Buna göre bulutta depolanan modelin, sürecin elementlerini hassas bir şekilde tarif etmesi gerekir. Bu tür bir model oluşturmak, işlemlerin tam olarak anlaşılmasını gerektirir. Ne yazık ki işleme süreci, tam olarak açıklanması zor bir gerçekliği temsil eder. Örneğin bir modelin, iş parçası sertliğindeki değişikliklerin değişen kesme kuvvetlerine yol açmasından dolayı, iş parçasının dinamik özelliklerini tanıması gerekir. Ve bazı durumlarda bir iş parçasının sertliği, malzemenin nominal sertliğinden yüzde on daha yüksek olabilir, bu da kesme kuvvetlerinin yüzde on daha yüksek olmasına yol açar.
İnsan kontrolünü koruma Çalışma süreci sırasında öğrenen ve kendini, artan bir şekilde sürecin daha hassas bir açıklamasını sağlayacak şekilde değiştiren bir model, bu süreç kontrolü ikilemine kısmi bir çözüm olurdu. Ancak teknoloji henüz bu noktaya gelmemiştir.
Sonuç olarak üretim mühendislerinin, kesme işleminin yönetimi için dayanaklarını belirlemek üzere bir modelin nasıl tasarlandığını ve inşa edildiğini bilmesi gerekir. Sonra da modelin kesme verileri ile etkileşimi aracılığıyla seçilen parametreler sorgulanabiliyorsa mühendis, seçimlerin yapıldığı dayanakları öğrenecek ve geçersiz sayılıp sayılmamaları gerektiğine karar verebilecektir. Siber fiziksel sistem, metal kesme sürecini kontrol edebilir ama o sistem üzerinde kontrolü sağlayan üretim mühendisidir. Onlarca yıllık saha ve araştırma deneyimine dayanarak Seco, oldukça hassas süreç modelleri geliştirmekte ve sağlamaktadır.
Bu modeller, kapalı kutu formunda değildir ama insan düşüncesi, deneyimi ve bakış açısı yeni Endüstri 4.0 üretim devriminin nihai başarısı için gerekli olduğundan, hem içeri hem de dışarı süreç yönlendirme kabiliyeti sağlarlar.
İmalat üretimi eski durumuna dönüyor
Geçtiğimiz üç yüzyılda imalat teknolojisinin ilerlemesi, çok gelişmiş üretkenlik elde edilmesini ve geçtiğimiz yıllarda da bireysel müşteri taleplerini karşılama becerilerinin büyük ölçüde artırılmasını sağladı. İlk üreticiler; giysi, cam eşya, tabak çanak ve mobilya gibi temel eşyalar üreterek kendi kullanımları için evlerinde çalışan sanatkarlardı.
Her ürün sipariş üzerine yapılırdı ve türünün tek örneğiydi. Temel olarak yaşamını sürdürmenin ötesine geçerek girişimci sanatkarlar, başkaları için ev yapımı ürünlerinin çok sayıda kopyasını üretti. Ardından sanatkarlar; teknik paylaşımı gibi diğer yararlar sağlamanın yanı sıra üretim verimliliğini onlarca katına artırarak, bir demirci ocağı ya da cam fırını gibi ortak bir kaynağın hizmet ettiği tesislerde gruplar halinde çalışmaya başladılar.
Fabrika içinde su çarkı gücü, buhar ya da elektrik gibi merkezi bir enerji kaynağı dağıtıldığında üretim de arttı. İlk fabrikalar, parçaları teker teker üretti. Birçok tek tip ürünün üretimi; tamamlanıncaya kadar ürün bir iş istasyonundan diğerine geçirilirken her işçinin durmadan ayrı bir iş yaptığı montaj hatlarının geliştirilmesi ile başladı. Bu, seri üretimin başlangıcıydı: çok sayıda aynı (en azından zamanının üretim toleranslarına göre) ürünün güvenilir üretimi. Belki de montaj hattı kavramının en iyi ifadesi, gece gündüz ve üst üste yıllar boyunca binlerce aynı parçayı imal eden otomotiv transfer hattıdır. 
Ürün pazarının yükselişi, seri üretim senaryosunu bozdu. Kapitalist rekabet kızıştığında pazarlamacılar, daha küçük pazar segmentinin taleplerini karşılamak üzere değiştirilmiş ürünler sunarak müşteri sayısını artırmayı düşündüler. Bu duruma mükemmel bir örnek; ilk otomobil üreticilerinin Ford Model T otomobilinin “siyah olduğu müddetçe istediğiniz her renk” felsefesinden, müşterilerine, durmadan genişleyen renk ve seçenek yelpazesi sunmaya geçmesidir. Bu tür kişisel tüketici taleplerini yerine getirmek için üreticiler, esnek olmak ve farklı üretim süreçleri arasında etkin bir şekilde geçişe ilişkin yöntemler bulmak zorundaydı.
Delikli kağıt şeritlere sahip sayısal makine kontrolü, süreçleri ve araçları hızlı ve güvenli bir şekilde değiştirme olanağı sağladı. Aynı zamanda otomasyon sistemlerinin artırılmış kapasiteleri, parça işleme süresini ve işçilik maliyetini düşürdü. Son yıllarda, sahip oldukları birkaç düğmeye dokunarak farklı parçalar ya da parça unsurları üretimi arasında geçiş yapan CNC üretim odaları, çoğu parça için güvenilir ama değiştirilmesi zor olan transfer hattı kavramının yerini aldı. Tüketici ürün pazarındaki eğilimler, bilgisayar destekli üretim esnekliğinin üstünlüklerini açıkça göstermektedir. Bir üretim hattındaki etkenleri basitçe yeniden programlayarak pazarlamacılar, birçok marka genişletmesi oluşturabilmektedir.
Ve bireyselleşmeye olan eğilim, üretim ile sınırlı değildir. Örneğin büyük perakendeciler, her bir müşteriye uygun olmaya ve ürün tercihlerine hedeflenmiş daha küçük yapıda ve özelleştirilmiş mağazalar açmaktadır. Üretim çıktısının bireyselleşmesi, daha da yaygın olacak şekilde büyüyecektir. Endüstri 4.0 uygulamasına benzer olarak buluttaki modeller; ürün değişiklikleri, otomasyon ve envanter düzeylerini yönetmek için pazarlama bilgilerini kullanabilirler. Bulut tabanlı kesme işlemi sistemlerinin çalışmasına benzer olarak da pazarlamacılar, piyasanın yönlendirdiği üretim sistemlerini izlemek ve sistemlerin kararlarının akla uygun olmasını sağlamak zorundadırlar.
Günümüzde eklemeli üretim teknolojisi, kişilerin, eve kurulan bir düzenekle özel tasarımlı parçalar üretmesini kolaylaştırmaktadır. Böylece evrimin başına dönmüş gibi, dijital bilgilerle yönlendirilen üretim artık sanatkarlar tarafından yüzyıllar önce yapılanlar gibi ama görülmemiş hassaslık, kalite ve hız seviyelerinde, bir fabrika olmadan türünün tek örneği olan parçaların üretilmesine olanak sağlamaktadır.
Bu ürün için size geri dönüş yapalım
Teknik detay, fiyat bilgisi veya teklif talebiniz için formu doldurun. Talebiniz doğrudan ilgili ekibe iletilir.


















