




Köpük model yöntemi diğer modelleme yöntemlerine oranla düşük maliyet ve daha iyi döküm kalitesi, daha az döküm hatası ve dökümcüye süre kazandırması açısından oldukça önemlilik arz etmektedir. Ancak ülkemizde köpük model döküm yöntemi ile döküm üretimi ve bilimsel araştırmalar yok denecek kadar azdır. Ülkemizde köpük model kullanımının, teknolojinin ve elektronik aletlerin gelişimiyle birlikte artması beklenmektedir.
Bu makalede döküm yönteminde köpük modelin önemi özetlenerek, ülkemizde bu modelin artması amaçlanmıştır.
Giriş
Köpük Model Döküm (KMD) yöntemi ilk defa 1958 yılında ′′Shroyer′′ tarafından denenmiş ve başarılı bir sonuç elde etmiştir. 1958 yılında bulunan bu yöntem tam olarak 1964 yılında T.R. Simith tarafından geliştirilmiştir. Bu çalışmada bağlayıcısız kum kullanılarak köpük model yönteminin diğer ahşap, alüminyum, kestamid modellerden daha iyi sonuç verdiği gözlemlenmiştir. 1970’lerden sonra KMD’nin otomotiv sektöründe kullanıldığı görülmektedir.
Köpük modelin üretimi nasıl olmalıdır?
Döküm köpük modeli, dökümün ilk temel ve ana başlangıcı olduğu için oldukça önemlidir. Köpük modeli üretimindeki aşamalar dikkat edilerek kaliteli bir köpük model üretilmelidir. Alt başlıklar altında toplayacak olursak, kaliteli köpük, kalıplama basıncı, yoğunluk, moleküler özellikler, ön şişirme süresi ve camlaşma sıcaklığı gibi kalıplama şartları köpük modelin özelliklerini doğrudan etkilemektedir. Döküm şeklini kısaca açıklayacak olursak aşağıda detaylı olarak anlatılmıştır.
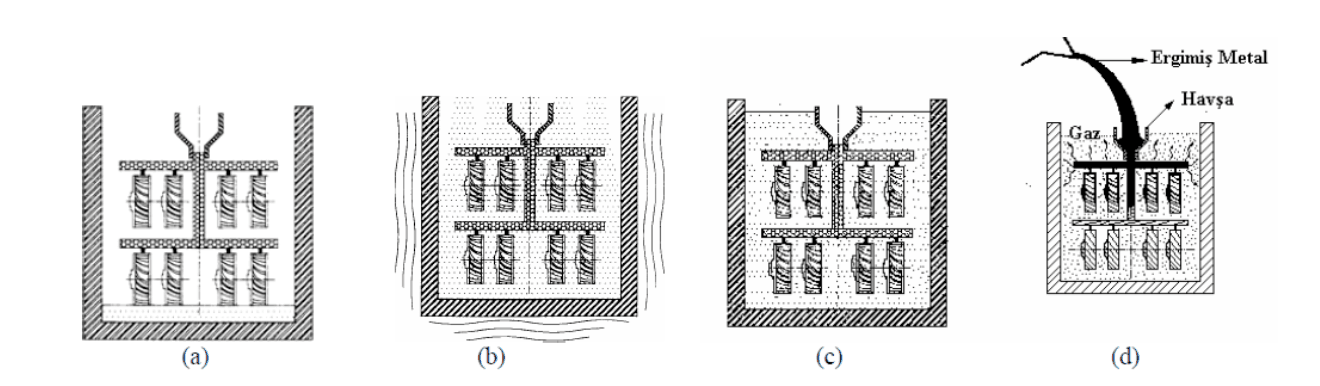
a) Modelin kum üzerinde sabitlenmesi
b) Kumun doldurulması ve vibrasyon
c) Döküme hazır kalıp
d) Ergimiş metalin kalıba dökümü
Elbette modelin önemli olduğu kadar kullanılan kumun da bu açıdan önemli olması gerekmektedir.
Dökümde kullanılan kum
Dökümde kullanılan kum silika kumudur. Kumun geçirgenliği için tane dağılımı önemli bir rol oynamaktadır. Demir alaşımlı dökümlerde kullanılan dökümde genellikle 35 AFS tane incelik numarası ve 3 elek dağılımı kullanılmaktadır. Döküm kumunun doldurma işleminden önce sıcaklığı kontrol edilmeli 50 C’nin altında olmak zorundadır.
50 C’nin üstünde kullanılan döküm kumları modele zarar vermektedir. KMD yönteminde döküm işlemi, geleneksel döküm yöntemlerinde kullanılan metodun aynısıdır. Metal beslemesi köpük modelin yanma hızı tarafından kontrol edilir. Metal sıcaklığı ve dolma zamanı diğer döküm yöntemlerine göre çok farklı olduğundan kritiktir ve mutlaka kontrol edilmesi gerekir.
Şekil 1: Kum kalıp içerisindeki modelin sıvı metal ile doldurulmasında oluşan tablo
Köpük modelin döküm yönteminde avantajı nelerdir?
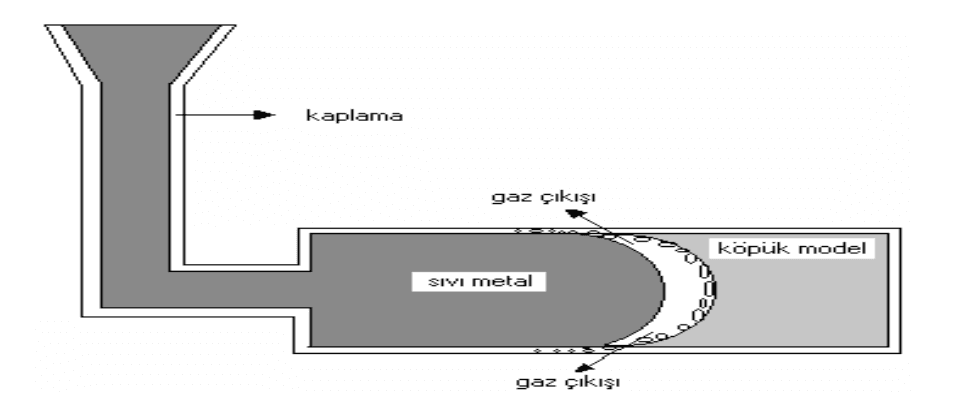
Köpük model yöntemin döküm parça üretimine sağladığı birçok fayda vardır. Bunların en basitleri modellerin kalıp ayırma yüzeyleri ve maçalarının olmaması ve kalıplamada tek parçalı derecelerin kullanılmasıdır. Bununla beraber maça kullanılmasına gerek olmadığı için maça makinesine, maça bağlayıcılarına, maça kumuna gerek duyulmaz ve maçadan kaynaklanan döküm hataları ortadan kalkar. Köpük model döküm yönteminin en önemli avantajlarından bir diğeri de kum kalıplamada kuma herhangi bir ilave malzemenin kullanılmamasıdır. Bu durum işlem sayısını ve atık madde miktarını azaltır. Köpük model döküm yönteminde sıvı metal kum ile temas etmeyeceğinden kum inklüzyonları oluşmaz. Bu durum döküm kalitesine etki ettiği gibi, inklüzyonlardan dolayı meydana gelebilecek takım ve kesici aşınmalarını da engeller.
Köpük model dökümünde metal akış hızı boş kalıba dökümdeki akış hızından daha yavaş ve kontrollüdür. Kalıp dolu olduğundan içerideki hava miktarı daha azdır ve döküm sırasında oksitten kaynaklanabilecek döküm hatası olasılığı daha düşüktür. Akan sıvı metalin uç noktası polistiren köpükle temas ettiği için kalıp sonuna doğru metal sıcaklığında düşme meydana gelir. Bu durum metalde yönlü katılaşmayı gerçekleştirir ve katılaşma çekmesinin yolluk sistemi tarafından beslenmesini sağlar. Döküm parçalarının kalıplanmasında tek parçalı derece kullanımı, seri kalıplama imkânı, işçiliğin ve proses kontrolünün kolay olması, serbest parça tasarım imkânı ve büyük hacimli döküm özelliği, maça ve maça temizleme makinelerine ihtiyaç olmaması bu yöntemin diğer önemli avantajlarıdır.
Sonuç
Özellikle XXI. yüzyılın ortalarından sonra, KMD yöntemi kullanılmaya başlanmakla birlikte kaliteli ve sağlam döküm parça üretmek için gerekli olan model ve döküm parametrelerinin belirlenmesi üzerine çalışmalar artarak devam etmektedir. Bu parametreler model üretim aşamasındaki değişkenler, kum ve kaplama özellikleri, kum sıkıştırma tekniği, yolluk tasarımı vb. konular üzerinde yoğunlaşmaktadır.
Ülkemizde büyük hacimli modellerde kullanılan malzeme daha çok sert polistirenden malzemesinden yapılmaktadır. Modeller kütle halindeki köpük bloklardan kesilerek yapıştırmak suretiyle oluşturulmaktadır. Bu şekilde model üretimi istenilen model boyut hassasiyetini vermemekte ve döküm sırasında model daha fazla atık ürün meydana getirmektedir. Bu konu üzerinde geliştirici çalışmalar yapılmakta olup daha kullanılabilir ve ergonomik bir çalışma yapılması planlanmaktadır.
Dünya döküm sektöründe bu yöntemin değişkenleri üzerine son yıllarda yapılan çalışmalardan da görülebileceği gibi bu yöntem büyük bir gelişme içerisindedir. Bu nedenle bu gelişme ve araştırmaların önümüzdeki yıllarda da giderek artan bir hızda devam etmesi beklenebilir.
Kaynakça
Molibog, T.V., Littleton, H., Experimental Simulation of Pattern Degradation in Lost
Foam, AFS Transactions, 109, 1523-1555, 2001.
Liu, J., Hu, J., Ding, W., Wang, Q., Zhu, Y., Lu, Y., Chen, W., Effects of Processing
Parameters on Mold Filling in Magnesium Alloy LFC Process, AFS Transactions, 109,
1425-1438, 1997.
Smith R.T., Method of Casting, United States Patent Office, 3 157 924, 1964.
Rossacci, J., Shivkumar, S., Bead Fusion in Polystyrene Foams, Journal of Materials
Science, 38, 201-206, 2003.
Brydson, J.A., Plastics Materials, Butterworth & Heinemann, London 1988.
Bu ürün için size geri dönüş yapalım
Teknik detay, fiyat bilgisi veya teklif talebiniz için formu doldurun. Talebiniz doğrudan ilgili ekibe iletilir.
















